放热焊接操作和放热焊接模具的使用注意事项
放热焊接操作使用注意事项:
1、施工操作前,被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
2、施工操作中,点火之前,被焊接件焊接点位于型腔中心。盖上熔模盖,且熔模闭合处无开缝。
3、施工操作时,现场1——2米范围之内,不可以有易燃物品摆放。现场1.50米范围之内,不可以有无关人员停留。
4、操作人员,戴上有隔热效果的工作手套。不可以面对于熔模开口处操作施工。
5、点火时,一旦引燃粉被引燃,操作人员立即离开熔模至少1.50米。
当放热焊剂反应结束后,须待熔模和被焊接件自然冷却10——20秒,使用老虎钳(或相似工具)从熔模中取出。任意人不可以直接接触熔模和被焊接件。对被焊接件进行绝缘处理,待导线冷却之后方可进行。
放热焊接模具注意事项:
1、先根据连接件形状尺寸,开具适当的模具,并配置相应型号的焊粉。
2、焊接前对拉件进行处理,除油、除污物及氧化层。
3、对模具进行充足预热。
4、对模具进行清理并准备下次使用。
5、安装好模具检查后倒入焊粉并点燃反应。
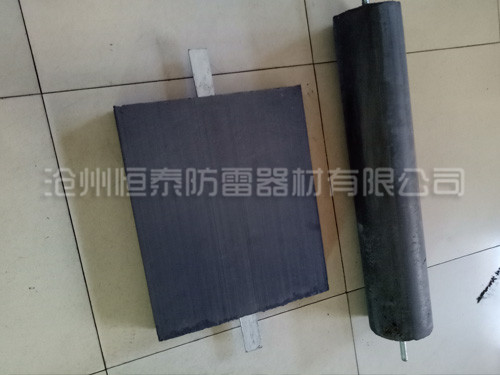
放热焊接模具是由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及后期形状经严密设计,放热焊接模具由高石墨制成,用于接地放热焊接的焊头成型。一个完整的模具由模具体、顶盖、铰链构成。采用密实度高,抗摩损性能不错进入口石墨作为基本原料加工而成,具有设计正确,寿命不错,易用性能不错等优点。
放热焊接模具都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要F型夹、C型夹等辅助夹具配合。
机械性能良好:
采用放热焊接模具焊接焊点接头非表面接触、不存在残余应力,为长期性接接头,抗拉强度等机械性能良好;
不易腐蚀能力不错:
采用放热焊接模具焊接导体接头端与铜分子紧密结合并覆盖,对接头起隔绝保护作用,因而大增强了导体的蚀能力;
施工便捷:
焊接时无需外界能源、技术装备及技术操作人员,在室内、外均可稳定操作,焊接时间短节省了施工时间;
可控焊接温度:
采用放热焊接模具焊接根据待焊金属导体性能特点,可配置不同反应温度,使焊接点愈。
强电流负载能力:
焊点接头与金属导体为分子结合,焊点载流能力等同于导体,具有良好的导电性能,焊接点前后直流电阻率变化趋近于零;
不怕重覆性大电流:
采用放热焊接模具焊接焊点实体熔点与导体等同,可承受重覆性大电流(故障时)冲击,接点无熔断现象;
放热焊接模具是利用化学反应(放热反应)时产生高温来完成熔接的一种方法。热熔焊接化学反应速度不慢,(仅几秒就可以完成焊接),产生热量高可以传导至熔接部位,使其熔为一体,形成分子结合。它无须其他任意热能,是用于接地线路金属导体连接好的方法。