防雷接地放热焊接模具40*4铜排有几种方式
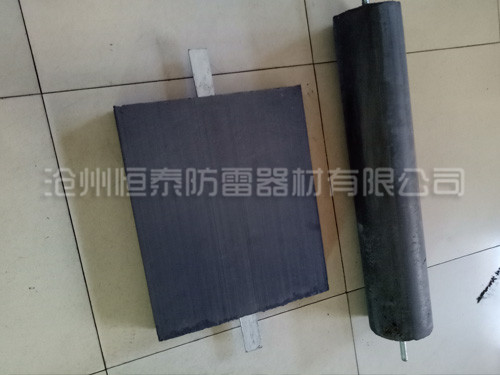
40*4铜排通常都用在防雷接地中利用放热焊接模具可以完成铜排的各种焊接点,恒泰防雷的放热焊接模具分三种焊接方式,40*4铜排有一字接、T字接、十字接。放热焊接模具由高纯石墨制成,用于接地放热焊接的焊头成型。一个完整的模具由模具体、顶盖、铰链构成。40*4的放热焊接模具是采用密实度高,抗摩损性能好石墨作为基本原料加工而成,具有,寿命长,易用性能好等优势。模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及最终形状经严密设计,通常模具寿命为80-200 次。放热焊接由于其在施工过程中方便性受到越来越多用户的青睐,已成为当今接地工程中重要的连接方法。但由于前期市场推广过程中厂家的误导,使的用户对放热焊接产生了一些错误的理解,从而造成了一些不的损失和成本提高。放热焊接是电力过程中的重要连接方式,根据相应的标准和方式遵循,一些厂家夸大操作的难度,要求的施人员来施工并提供厂家自制的焊工证。误导施工用户,从而达到自己焊接并按点结算提高了焊接成本。
放热焊接工艺焊接性是指在焊接工艺条件下,能否获得致密、无缺陷焊接接头的能力。对于熔化焊来讲,焊接过程一般都要经历传热和冶金反应。因此,工艺焊接性又分为"热焊接性"和"冶金焊接性"。热焊接性是指在焊接热过程条件下,对焊接热影响区组织性能及产生缺陷的影响程度。它是评定被焊金属对热的敏感性,主要与被焊材质及焊接工艺条件有关。冶金焊接性是指冶金反应对焊缝性能和产生缺陷的影响程度。例如,用硬木或钢筋环氧树脂来作阳模,利用橡胶垫作阴模。
哪些因素会影响火泥熔接效果?一个良好的“放热焊接”连接器应当表面丰满光亮、经切开观察其剖面成一整体无瑕疵。影响到“HT放热焊接”熔接效果的主要的因素是湿气或水气,由于模具、焊粉及被熔接物内均可能吸附水分,因此如何防止或驱除水气,是“HT放热焊接”熔接时采取的步骤。
另一影响“放热焊接”熔接效果的因素是模具及被熔接物的清洁程度,如被熔接物表面的尘土、油脂、氧化物(锈)或其它附着物等,使其洁净光亮后才可进行熔接作业,否则熔接后的连接器的导电性能与机械性能将受到影响。如果模具内的残渣不,将造成连接器表面不平滑、不光亮。
放热焊接模具都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要F型夹、C型夹等辅助夹具来配合避免有间隙的模具漏出铜粉,如果焊接的模具漏出铜粉后焊接出的焊接头就不会饱满了,出现虚焊的焊接点在防雷接地中是不容许的,恒泰放热焊接模具制造时根据焊接材料的具体尺寸,通过车床铣床将放热焊接的模具的干锅铣出,再通过车床将放热焊接模具的流道车好,在通过铣床将放热焊接的成型腔铣好,打眼给放热焊接模具模夹,上盖。检查放热焊接模具整体外观,观察开槽的大小及腔的大小。包装恒泰的放热焊接模具后并发货。